1.加工方案确定
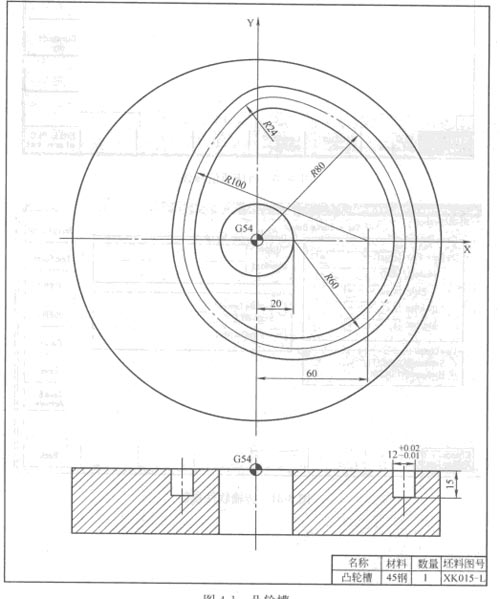
(1)零件分析 该图为某平面凸轮槽,槽宽为12mm,槽深为15mm。如果使用普通机床加工,不仅效率低,而且很难保证其加工精度。使用数控加工中心进行加工可以快速地完成凸轮的加工。
(2) 工艺步骤 该凸轮加工使用@12mm的立铣刀进行加工.在铣削加工前使用Φ10. 5mm的钻头钻铣刀引入孔.引入孔位置在(X80. YO).再用Φ1.5mm平顶钻惚孔.孔底留余量为0.5mm,钻头为1号刀,设置主轴转速为500r/min.进给速度为80mm/min;平顶钻为2号刀.设置主轴转速为300r/min。进给速度为50mm/min;立铣11为3号铣刀,设置主轴转速为600r/min.进给速度为120mm/min,