

格式: G24 X__Y__Z__
M98 P_
G25 X__Y__Z__
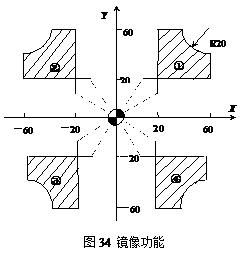
G24建立镜像,由指令坐标轴后的坐标值指定镜像位置(对称轴、线、点),
G25指令用于取消镜像。
G24、G25为模态指令,可相互注销,G25为缺省值。
注: 有刀补时,先镜像 ,然后进行刀具长度补偿、半径补偿。
例. 图34所示的镜像功能程序
|
%1 主程序 N01 G92 X0 Y0 Z10 N02 G90 G17 M03 N03 M98 P100 加工① N04 G24 X0 以Y轴镜像 N05 M98 P100 加工② N06 G25 X0 取消Y轴镜像 N07 G24 X0 Y0 以位置点为(0,0)镜像 N08 M98 P100 加工③ N09 G25 X0 Y0 取消点(0,0)镜像 N10 G24 Y0 以X轴镜像 N11 M98 P100 加工④ N12 G25 Y0 取消X轴镜像 N13 M05 N14 M30 |
%100 子程序 N01 G01 Z-5 F50 N02 G00 G41 X20 Y10 D01 N03 G01 Y60 N04 X40 N05 G03 X60 Y40 R20 N06 Y20 N07 X10 N08 G00 X0 Y0 N09 Z10 N10 M99 |
格式: G51 X_Y_Z_P_
M98 P_
G50
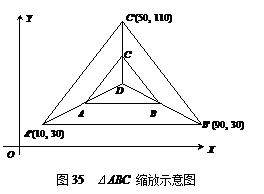
其中,G51中的X、Y、Z给出缩放中心的坐标值,P后跟缩放倍数。G51既可指定平面缩放,也可指定空间缩放。用G51指定缩放开,G50指定缩放关。在G51后,运动指令的坐标值以(X,Y,Z)为缩放中心,按P规定的缩放比例进行计算。使用G51指令可用一个程序加工出形状相同,尺寸不同的工件。G51、G50为模态指令,可相互注销,G50为缺省值。
注: 有刀补时,先缩放,然后进行刀具长度补偿、半径补偿。
例如在图35所示的三角形ABC中,顶点为A(30, 40),B(70, 40),C(50, 80),若缩放中心为D(50, 50),则缩放程序为 G51 X50 Y50 P2
执行该程序,将自动计算A¢,B¢,C¢三点坐标数据为A¢(10,30),B¢(90,30),C¢ (50,110),从而获得放大一倍的△A¢B¢C¢。
3、旋转变换G68,G69
格式:G68 X__Y__R__
G69
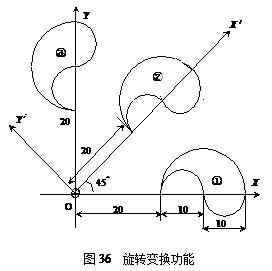
其中,(X、Y)是由G17,G18或G19定义的旋转中心的坐标值,R为旋转角度,单位是(°),0≤R≤360.000°
G68为坐标旋转功能,G69为取消坐标旋转功能。
注: 在有刀具补偿的情况下,先进行坐标旋转,然后才进行刀具半径补偿、刀具长度补偿。在有缩放功能的情况下,先缩放后旋转。
|
例. 如图36所示的旋转变换功能程序。 %1 主程序 N10 G90 G17 M03 N20 M98 P100 加工① N30 G68 X0 Y0 P45 旋转45° N40 M98 P100 加工② N50 G69 取消旋转 N60 G68 X0 Y0 P90 旋转90° N70 M98 P100 加工③ N80 G69 M05 取消旋转 N90 M30 |
%100子程序 (①的加工程序) N100 G90 G41 G01 X20 Y0 F100 N110 G02 X30 Y0 I5 N120 G03 X40 Y0 I5 N130 X20 Y0 I-10 N140 G00 G40 X0 Y0 N150 M99 |
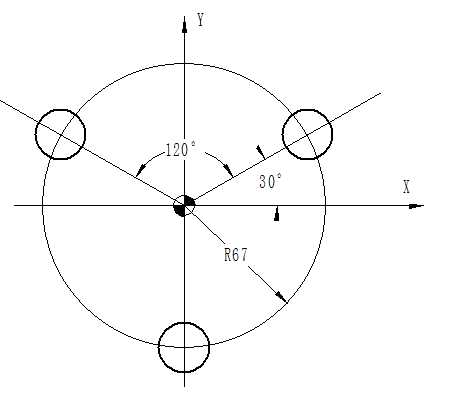
对于中心对称分布的零件,采用极坐标编程十分方便。
格式:G15或G16
G15——取消极坐标系指令
G16——建立极坐标系指令
说明:
(1)极坐标平面选择用G17、G18、G19指定。
(2)G17时,+X轴为极轴,程序中X指令极径,Y指令极角
G18时, +Z轴为极轴,程序中Z指令极径,X指令极角
G19时, +Y轴为极轴,程序中Y指令极径,Z指令极角
如图所示:钻孔循环,使用极坐标编程如下:
|
G17 G90 G16 (极坐标指令XY平面) G81 X67 Y30 X-20 R5 F200 (极径67mm,极角300) X67 Y150 X67 Y270 |
 |




