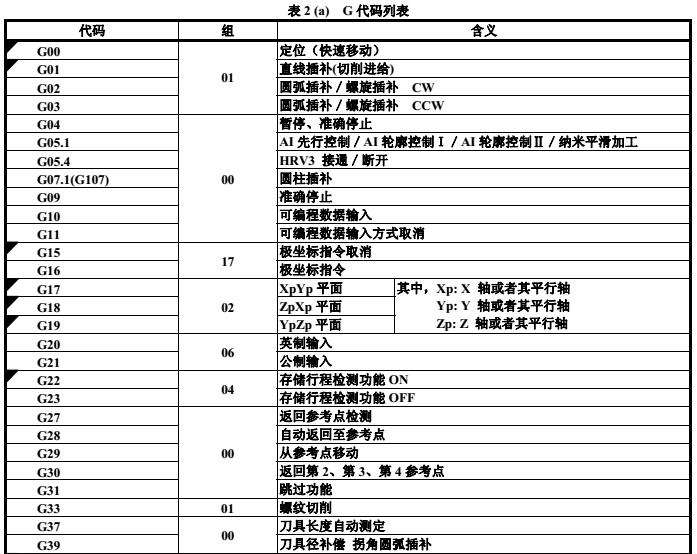
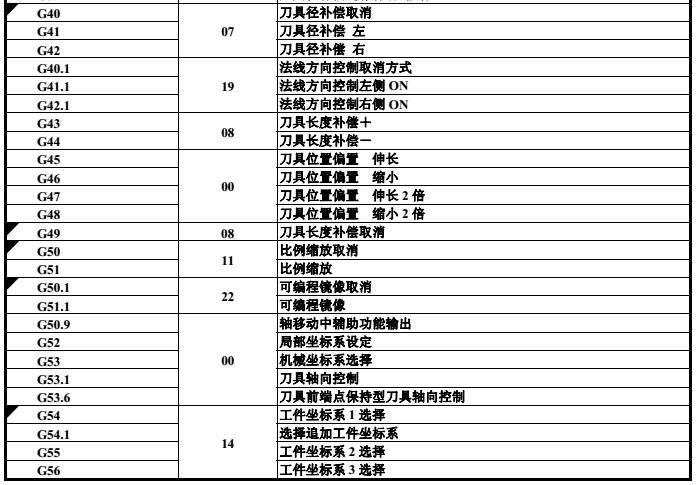
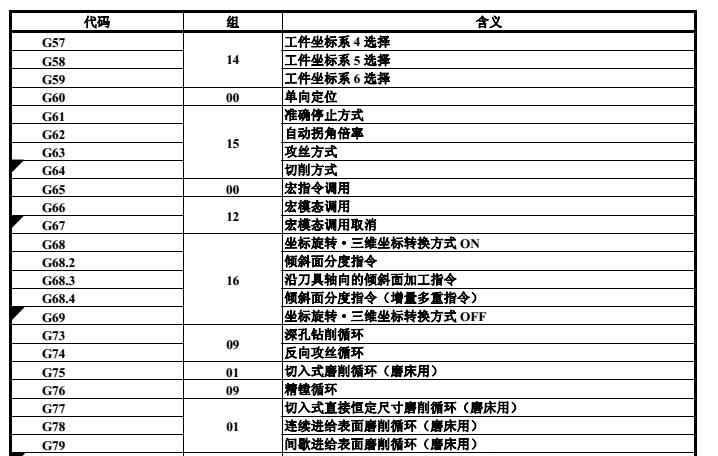
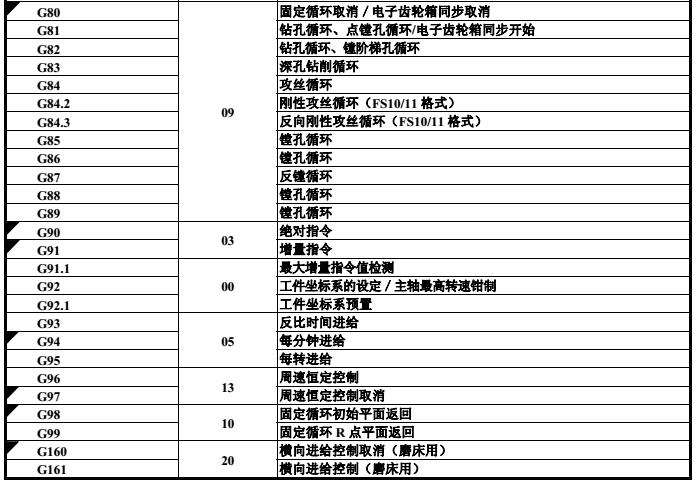
发那科数控加工中心G代码类型
|
类别 |
含义 |
|
单步G代码 |
只在被指定的程序段中才有效的G代码 |
|
模态G代码 |
直到相同组中的其他G代码被指定之前有效的G代码 |
数控加工中心G代码表
1、当接通电源或机床被复位时,如果机床进入清零状态(参数CLR(No.3402#6) ).模态G代码就成为如下状态。
(1)表2中用指定的G代码被激活。
(2)当系统由于接通电源或复位而清零时,G20和G21保持不变。
(3)可以用参数G23(No.3402#7)设定接通电源后是选择G22还是选择G23。在复位的清零状态下,并不影响对G22或G23。
(4) G00和G01,可以根据参数G01(No.3402#0)设定处在哪个G代码的状态.
(5) G90和G91,可以根据参数G91(No.3402#3)设定处在哪个G代码的状态.
(6) G17、G18以及G19可以由参数G18(No.3402#1)以及参数G19 (No.3402#2)来设定处在哪个G代码的状态。
2、00组中的G代码除GlO和Gll外,都是单步G代码。
3、当指定的G代码不在G代码表中或没有相对应的选项时,会有报警(PSOO10)显示。
4、在相同程序段中可指定不同组的多个G代码。
如果在相同程序段中指定了多个相同组的G代码,则*后指定的那个G代码有效。
5、在钻孔用固定循环中如果指定01组的G代码,则取消钻孔用固定循环。也即,成为与指定了G80相同的状态。
01组的G代码不受用来指定钻孔用固定循环的G代码的影响。
6、G代码显示每组编号。
7、G60的组通过参数MDL(No.5431#0)来切换。(MDL=O:00组,MDL=1:01组)